
El. pašto formato klaida
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd


Ar žinote pagrindinius „Die Casting Mold“ naudojimo taškus?
Tepimas veikia kaip klasifikavimo agentas, skirtas liejimui ir liejimui, kad būtų lengviau išleisti išmetimą; Kaip aktyvios štampo liejimo ir spaudos dalies tepalas, sumažina trintį, pagerina štampo liejimo tarnavimo laiką; Be to, kaip aušinimo skystis liejant ir padidina mirties tarnavimo laiką dėl ilgalaikio veikimo šiluminio nuovargio.
2. Tepimo reikalavimai
Tepalų pasirinkimas atitinka šiuos reikalavimus:
(1) neprilipkite prie štampo, kuris liejasi prie tipo ertmės;
(2) plieninė medžiaga, kuri negali koroduoti pelėsio tipo paviršiaus;
(3) negali gaminti toksiškų dujų;
(4) pelenai ir šlakai negali būti gaminami kaitinant;
(5) Po tepimo jis turėtų būti tolygiai pritvirtintas prie tipo ertmės ir darbinio paviršiaus, neplaunant aukšto slėgio metalo.
3. Tepimo paruošimas

(1) visiškas sistemos naftos praradimas 85% -90% + grafitas 10% -15%;
(2) sunkioji nafta yra 100%;
(3) parafinas 30% + geltonas vaškas 30% + vazeline aliejus 14% + grafitas 26%;
(4) grafitas 25% + glicerinas 20% + vandens stiklas 5% + vanduo 50%.
4. Svarbu pažymėti naudojant tepalą
(1) tepalas gali būti naudojamas ant tipo ertmės ir kilnojamojo dalies paviršiaus;
(2) Tepalų purškimo tūris kiekvieną kartą bus mažesnis, o norint būti vienodai, geriausia, kad po purškimo tipo paviršiaus susidarytų plėvelę.
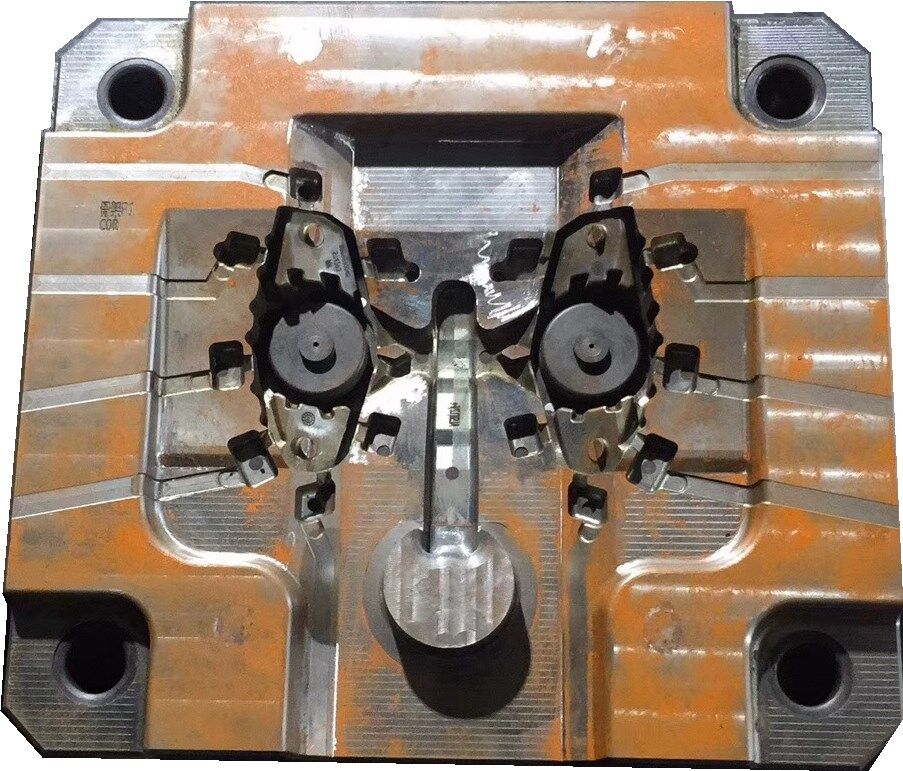
5. Štampo pelėsio koregavimo turinys
Užbaigus liejimo formą, jis turėtų būti sureguliuotas atliekant pelėsio bandymą. Pasirinkite teisingas štampo liejimo sąlygas ir proceso parametrus, kad pasiektumėte stabilų štampo liejimą ir sukurtumėte kvalifikuotus liejinius.
Prieš štampo bandymą, štampo bandymo personalas iš anksto patikrina lydinio žaliavas, naudojamas štampui liejimui, kad suprastų štampo struktūros, veikimo, sąlygų, liejimo proceso ir veikimo būdų charakteristikas ir charakteristikas.
Teisingas štampavimo formavimo sąlygų pasirinkimas yra raktas į bandymo reguliavimą. Dažnai susiduria su tokiomis problemomis, net jei pelėsio dizainas ir gamyba yra labai teisingi, tačiau dėl netinkamo štampavimo ir formavimo sąlygų pasirinkimo, tas pats negali paspausti kvalifikuotą liejimą. Priešingai, kai kuriais atvejais gali būti įveikti pelėsio trūkumus, o kvalifikuotas liejimas išstumiamas. Todėl pelėsių testeris turi būti susipažinęs su štampų ir formavimo sąlygų vaidmeniu ir abipusiu ryšiu bei aktyviu pelėsio principu, kad būtų galima teisingai pasirinkti ir pagrįstai sureguliuoti štampavimo ir formavimo sąlygas.
Šiek tiek liejimo formavimo sąlygų turinys apima: medžiagų lydymosi temperatūrą, štampo temperatūrą ir lydalo temperatūrą, įpurškimo slėgį, štampo fiksavimo jėgą, atidarymo jėgą ir slėgio sprogimo santykio ir slėgio sprogimo greitį, reikalingą atsižvelgiant į dalių būklę. Galiausiai, prieš įsigyjant tobulą štampą, reikia taisyti liejimo produktus.
3. Pelėsio operacijos temperatūra
Štampo darbinė temperatūra skiriasi priklausomai nuo jo liejimo lydinio. Toliau pateikiamos kelių lydinių formų, skirtų atrankai, rekomenduojamos vertės:
Pelėsio pavadinimas: darbinė temperatūra / ℃
(1) cinko lydinio pelėsis: 150–180 ℃;
(2) aliuminio lydinio pelėsis: 180–225 ℃;
(3) magnio lydinio pelėsis: 200–250 ℃;
(4) Vario/cinko lydinio pelėsis: 300 ℃.
Darbinės pelėsių darbinės temperatūros atrankos principas:
1. Pelėsio temperatūra yra per žema, vidinė liejimo struktūra yra laisva, o oro išleidimo sunku, o tai sunku suformuoti;
2. Pelėsio temperatūra yra per aukšta, vidinė liejimo struktūra yra tanki, tačiau liejinius lengva „suvirinti“, pritvirtintą prie pelėsio ertmės, lipnios formos, nėra lengva iškrauti liejinius, tuo pačiu metu, Dėl per aukštos temperatūros pati pelėsis išsiplės, o tai paveiks liejimo dydžio tikslumą;
3. Pelėsio temperatūra turėtų būti pasirinkta atitinkamame diapazone. Paprastai atlikus tinkamą bandymą, nuolatinė temperatūros kontrolė yra gera.
4. Štampo liejimo pelėsio tepimas
1. Tepimo tikslas