
El. pašto formato klaida
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



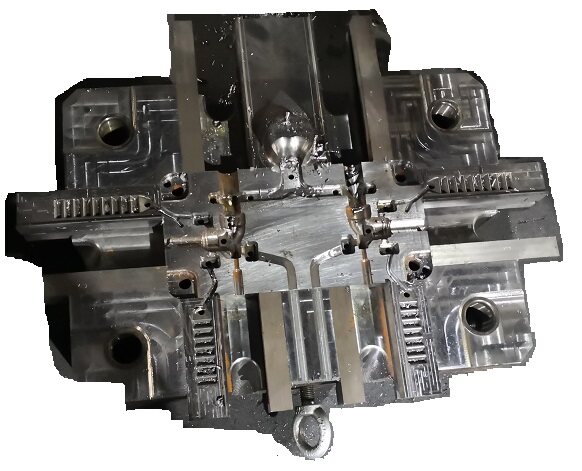
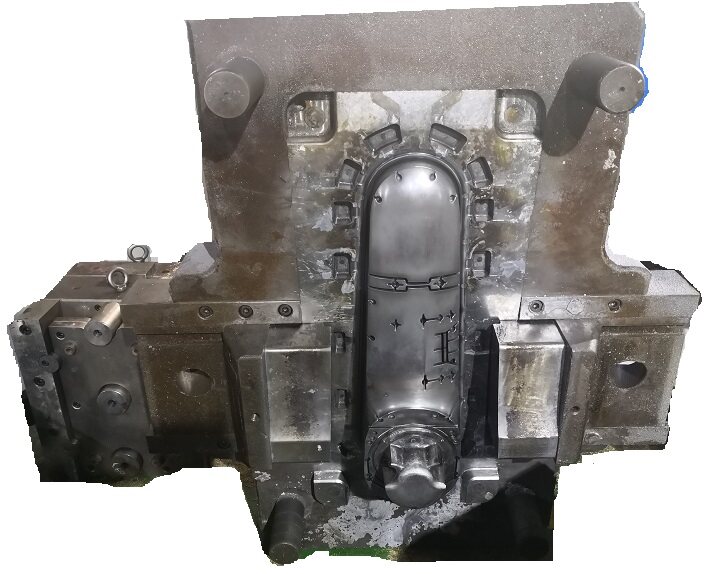
Keli taškai, kuriuos reikia pažymėti, kad būtų galima naudoti štampus
3). Tepimo paruošimas
A.full praradimo sistemos aliejus 85% -90% + grafitas 10% -15%;
B.Heavy Nafta: 100%;
C.Paraffin 30% + geltonas vaškas 30% + vazeline aliejus 14% + grafitas 26%;
D.Grafitas 25% + glicerinas 20% + vandens stiklas 5% + vanduo 50%;
4). Klausimai, kuriuos reikėtų atkreipti dėmesį naudojant tepalą
A.Lubricant gali būti naudojamas ant tipo ertmės ir kilnojamojo dalies paviršiaus;
B.Slubrikanto purškimo kiekis turėtų būti mažesnis kiekvieną kartą, o norint būti vienodai, geriausia, kad po purškimo būtų suformuota plėvele ant tipo paviršiaus.
V. Dievo pelėsio koregavimo turinys
Užbaigus liejimo liejimo formą, būtina sureguliuoti teisingas liejimo sąlygas ir proceso parametrus, kad būtų pasiektas stabilus štampo liejimas ir kvalifikuoti liejiniai.
Prieš mirštant, štampo bandymo personalas patikrina lydinio žaliavas, ar nėra liejimo, kad suprastų štampo struktūros, veikimo, sąlygų, proceso ir veikimo metodų savybes.
Teisingas štampų formavimo sąlygų pasirinkimas yra raktas į bandymo reguliavimą. Dažnai susiduria su tokiomis problemomis, net jei pelėsio dizainas ir gamyba yra labai teisingi, tačiau dėl netinkamo štampavimo ir formavimo sąlygų pasirinkimo, tas pats negali paspausti kvalifikuotą liejimą. Kai kuriais atvejais štampo liejimo sąlygos gali būti pakoreguotos, kad būtų įveiktos pelėsio trūkumai, ir išspausti kvalifikuotą liejinį. Todėl štampo bandymo personalas turi būti susipažinęs su štampo liejimo sąlygų vaidmeniu ir abipusiu ryšiu, aktyviu pelėsio principu, kad būtų galima teisingai pasirinkti ir pagrįstai pakoreguoti štampo liejimo sąlygas.
Į štampavimo formavimo sąlygų turinį sudaro: medžiagų lydymosi temperatūra, štampo temperatūra ir lydymosi temperatūra, įpurškimo slėgis, štampo fiksavimo jėga, štampo atidarymo jėga, suspaudimo šūvio santykis ir sprogimo greitis, reikalingas atsižvelgiant į gamybos dalių būklę. Galiausiai, prieš įsigyjant tobulą štampo liejimo dalys, reikia taisyti liejimo produktus.
Vario-Zinko lydinys 850-960
Temperatūros atrankos principas Štampo lydinio punkte:
1) kuo mažesnė užpilto metalo temperatūra, tuo ilgesnis štampo tarnavimo laikas;
2) tik esant žemai temperatūrai liejant įmanoma sumažinti išmetimo bako gylį ir sumažinti metalinio skysčio purslų pavojų;
3) žemos temperatūros štampas gali sumažinti spaudimo kameros ir viršutinio strypo sugriežtinimo galimybę;
4) Žemos temperatūros štampavimas gali sumažinti susitraukimo skylių ir įtrūkimų susidarymą liejinyje.
Trumpai tariant, kai proceso sąlygos leidžia, štampo liejimo lydinio temperatūra arba pasirinkite žemą temperatūrą liejimui.
3, pelėsio darbinė temperatūra veikia
Darbinė liejimo formos temperatūra skiriasi priklausomai nuo jo liejimo lydinio. Toliau pateikiamos kelių lydinių formų, skirtų atrankai, rekomenduojamos vertės:
Pelėsio pavadinimas Darbinė temperatūra / ℃
Cinko lydinio pelėsis 150–180
Aliuminio lydinio pelėsis 180–225
Magnio lydinio pelėsis 200–250
Vario cinko lydinio pelėsis 300
Darbo temperatūros principas liejimo temperatūra:
1) pelėsio temperatūra yra per žema, vidinė liejimo struktūra yra laisva, oro išleidimo sunku, sunku suformuoti;
2) Pelėsio temperatūra yra per aukšta, vidinė liejimo struktūra yra tanki, tačiau liejinius lengva „suvirinti“, pritvirtintą prie pelėsio ertmės, lipnios formos
Nelengva išleisti liejimą, o aukšta temperatūra pačiai išplės pelėsį ir paveiks liejimo dydžio tikslumą.
3) Pelėsio temperatūra turėtų būti parinkta atitinkamame diapazone, paprastai po tinkamo bandymo, nuolatinė temperatūros kontrolė yra pagrįsta.
4, štampo pelėsio sutepimas
1). Tepimo tikslas
Tepimas veikia kaip štampavimo ir štampavimo ir štampų atskyrimo agentas; Kadangi aktyvioji štampavimo ir spaudos dalis sumažina trintį, pagerina štampavimo tarnavimo laiką ir sumažina štampo tarnavimo laiką dėl šiluminio nuovargio ilgą laiką.
2). Tepimo reikalavimai
Tepalų pasirinkimas atitinka šiuos reikalavimus:
A. Štampo liejimas negali prilipti prie tipo ertmės;
B. Plieninė medžiaga, kuri negali pataisyti pelėsio tipo paviršiaus;
C. negalima gaminti toksiškų dujų;
D. negamina pelenų šildant;
„E.Fter“ tepimas turi būti tolygiai pritvirtintas prie tipo ertmės ir darbinio paviršiaus, neplaunant aukšto slėgio metalo.